Precision Magnetic Heat Activation
High performance coatings require heat activation at 350 to 750°F. Convection ovens heat the whole component. AEGIS precision magnetic heat activation heats only the skin of the part, preserves substrate integrity, and can be deployed in our facility or on your equipment in place.
Why convection cure is the bottleneck
Conventional coating cure puts the part in a convection oven and heats everything: the substrate core, the substrate skin, the coating, and the air around them. For most industrial assets this means full disassembly, shipping to a coating facility, slow heat soak, slow cool down, and then re shipping and re assembly. Service intervals get hijacked, dimensional stability is at risk on long parts, and the asset is offline for days or weeks.
What AEGIS precision magnetic heat activation does differently
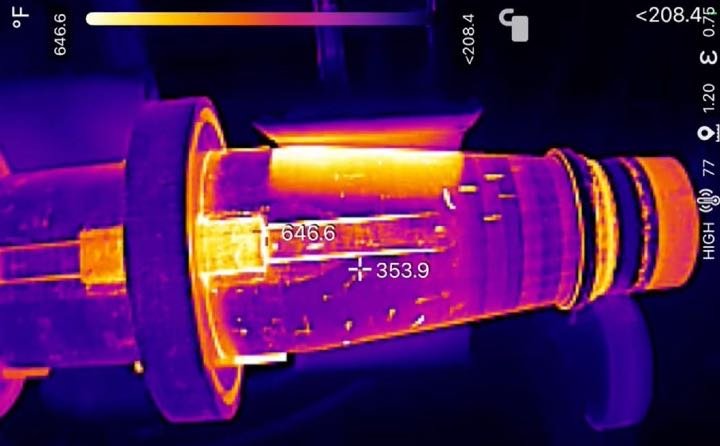
- Skin only heating. Energy is delivered precisely where the coating needs it. The coating reaches its activation temperature, the substrate core does not. Dimensional stability preserved. Engineering details available under MNDA.
- Mobile deployment for assets that cannot ship. The cure rig travels to the asset when components are too large to fit any oven, or are permanently installed and cannot be removed from service. Welded structural steel, paper machine rolls in place, wellhead components in production.
- Precise and repeatable. Closed loop temperature control holds the activation temperature within tight tolerance across the coated surface.
- Fast. No oven preheat, no soak through the substrate core, no cool down. Cure time a fraction of traditional oven cure. Specific cycle data available under MNDA.
Side by side
| Capability | Convection oven cure | AEGIS magnetic heat activation |
|---|---|---|
| What gets heated | Entire part and air around it | Skin of the part only |
| Substrate dimensional risk | Significant on long parts | None |
| Field deployable | No | Yes |
| Cycle time | Hours | Minutes |
| Asset downtime | Days to weeks | Hours to a maintenance window |
| Energy consumption | High | Targeted, much lower |
| Disassembly required for cure | Yes, for most assets | Not required when AEGIS deploys on site for installed or oversized assets |
Where precision magnetic heat activation matters most
- Components that will not fit a traditional oven. Large rollers, shafts, vessel sections, and structural assemblies oversized for any shop oven.
- Long rollers and shafts where convection oven thermal soak would induce thermal distortion. Skin only induction preserves dimensional tolerance.
- Heavy structural assets where the energy and time cost of bringing the part up to oven temperature is impractical compared to targeted induction.
- Installed assets that physically cannot be removed. Welded structural steel in service, paper machine rolls in place, wellhead components in production.
- Coating chemistries that demand a tight cure window. Closed loop induction holds activation temperature with precision an air oven cannot match.
Patent status
AEGIS precision magnetic heat activation is protected under active patent prosecution. It is the only cure technology of its kind for fluoropolymer and tungsten carbide reinforced industrial coating systems, deployable in our Elkton Maryland workshop for routine jobs or on site for assets that cannot be removed from service or cannot fit a conventional oven.
Frequently asked
What temperatures can the system reach?
Surface activation temperatures tuned to the cure profile of the coating system, held under closed loop control. Specific operating ranges available under MNDA.
Does the substrate core get hot?
No. The activation profile delivers energy precisely where the coating needs it. Core temperatures stay well below activation temperature, which is what preserves dimensional stability on long parts. Engineering specifics available under MNDA.
Can this cure system be used onsite at our facility?
Yes for assets that physically cannot be shipped to our workshop. Examples: welded structural steel in service, paper machine rolls in place, wellhead components in production, oversized vessels and assemblies. Shippable components run through our Elkton Maryland workshop on a standard 5 to 7 business day turnaround.
What is the typical cycle time?
Total cycle time depends on the coated surface area and the cure profile, but it is a fraction of the time required by oven cure. Job specific cycle data shared during the coating review.
Is the field deployable equipment safe to operate in a live plant?
Yes. The induction head is contained, the energy source is intrinsically safe in normal industrial environments, and AEGIS technicians run all field work under documented procedure.
Cure your coating in place
Tell us the asset, the coating system, and the access constraints. We will spec the field deployable cure that fits your maintenance window.