
AEGIS Capabilities
Spectrum Advanced corrosion coatings, precision energy surface preparation, and patent-pending precision magnetic heat activation. Applied to fasteners, structural steel, pumps, process equipment, and rolls.
Corrosion coatings: salt test results

Spectrum Advanced corrosion coatings outlast traditional best-in-class systems by orders of magnitude under identical accelerated corrosion conditions. We tested in a Q-Fog salt chamber per ASTM B117 and evaluated to ASTM D610 for degree of corrosion. Every coating was applied to the same hardware: plain steel bolts paired with zinc-plated nuts, the exact configuration that drives galvanic corrosion on industrial marine fasteners.
Traditional coatings showed significant failure between 24 and 48 hours. Spectrum Advanced coatings showed only minor surface marking at 530 hours and remained fully serviceable at 4,000 hours — roughly 100x the service life of the conventional benchmark.
If the best performing coatings are commercially available, why aren't they used more often? Because surface preparation and heat activation are the two make-or-break steps, and most applicators don't control either one. We do.
Step 1: surface preparation
The conventional approach: grit blasting
Grit blasting has been the default surface prep for industrial coatings for fifty years. It works because it's mechanical and cheap, but it's a blunt instrument. Aluminum oxide media and the existing paint it tears off both end up embedded in the substrate, contaminating the bond layer before the coating ever arrives. The process is slow, energy-hungry, and physically degrades the metal it's supposed to prepare. And because it relies on roughening the surface to grip the coating mechanically, you're capped on adhesion strength from the start.
In pockets, fillets, and any geometry the operator can't reach with a direct line of fire, grit blasting leaves uneven coverage. The coating then bonds to a patchwork of clean and dirty zones, and the failure points are baked in before cure.
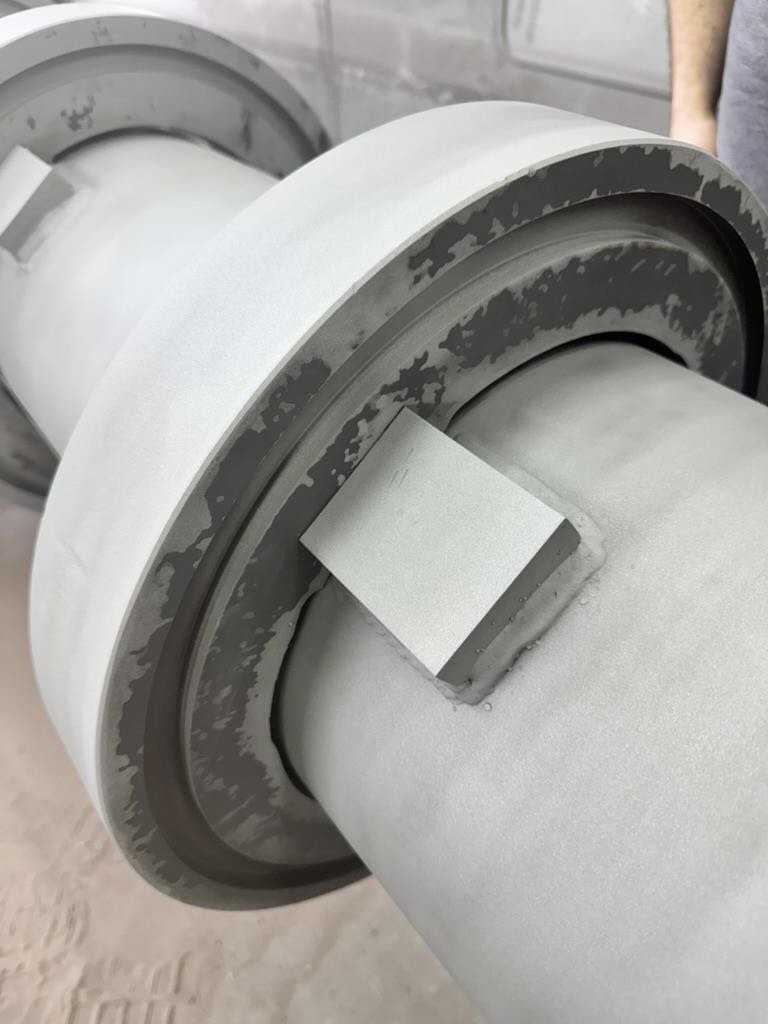
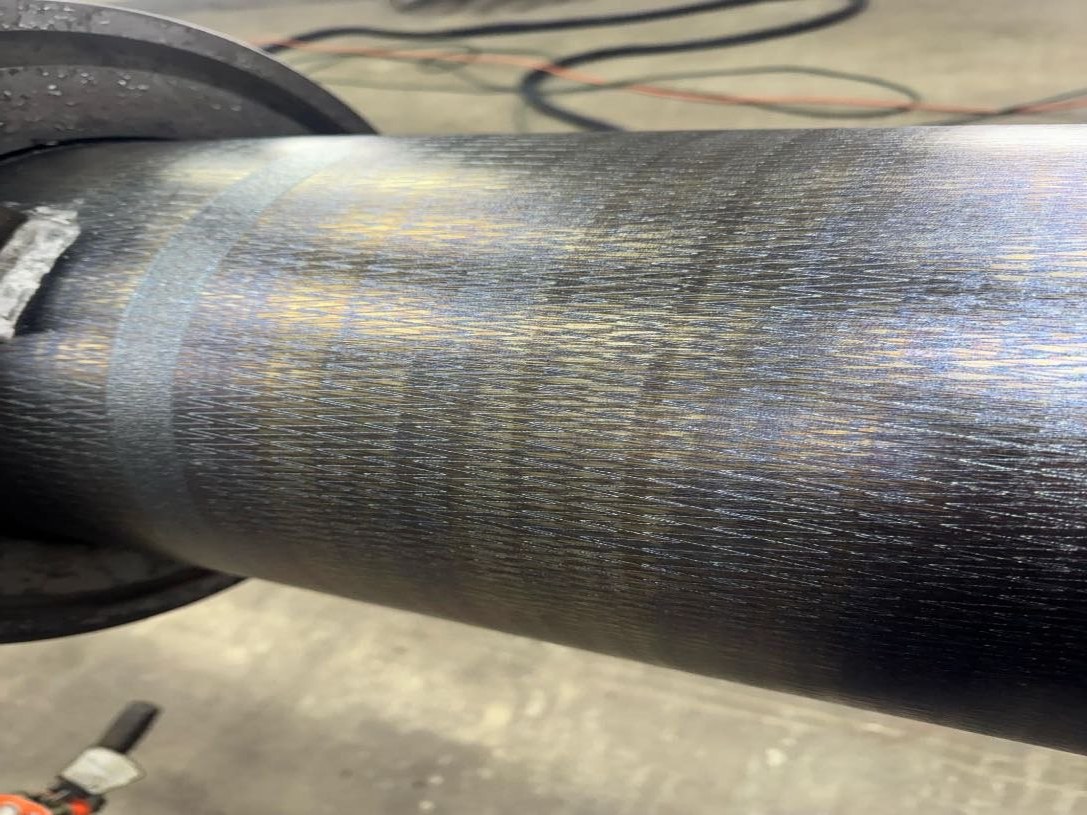
The AEGIS approach: precision energy preparation
AEGIS replaces grit with focused energy. Contaminants are vaporized at the surface and captured in a scrubbed extraction stream — nothing is embedded, nothing is left behind. The process is fast, energy-efficient, and conformal: it follows the geometry of the part instead of fighting it, so pockets, radii, and complex shapes get the same uniform corona treatment as flat surfaces.
The bigger story is what happens at the molecular level. Grit blasting promotes mechanical bonding — the coating hangs on by surface texture. Precision energy preparation activates the substrate for true chemical bonding, which is an order of magnitude stronger and far more resistant to thermal cycling, chemical attack, and impact loading. The salt-test results above are the downstream effect of getting this step right.
Step 2: coating heat activation
High-performance corrosion coatings need heat activation at 350°F to 750°F to cross-link and reach full service properties. The chemistry doesn't matter if the cure doesn't hit spec. Method matters as much as material.
The conventional approach: large-scale convection ovens
Conventional shops use a large convection oven. The whole part goes in, the air gets heated, and the part absorbs heat through bulk conduction until it reaches cure temperature. That works on small, geometrically simple components, but it falls apart at industrial scale for four reasons.
It is energy-intensive because you are heating air, oven walls, fixtures, and substrate to cure a coating film a few mils thick. It is slow — a large vessel can take hours to soak to temperature and then has to cool before it can be moved. It heats the entire component, which distorts thin sections, anneals heat-treated surfaces, and risks damage to seals, sensors, and bearings that have to be removed and reinstalled. And it cannot be mobilized. If the asset can't fit on a truck, it can't be coated this way.
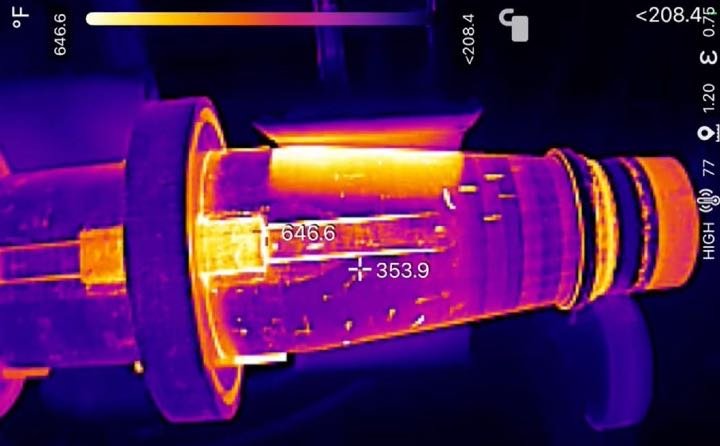
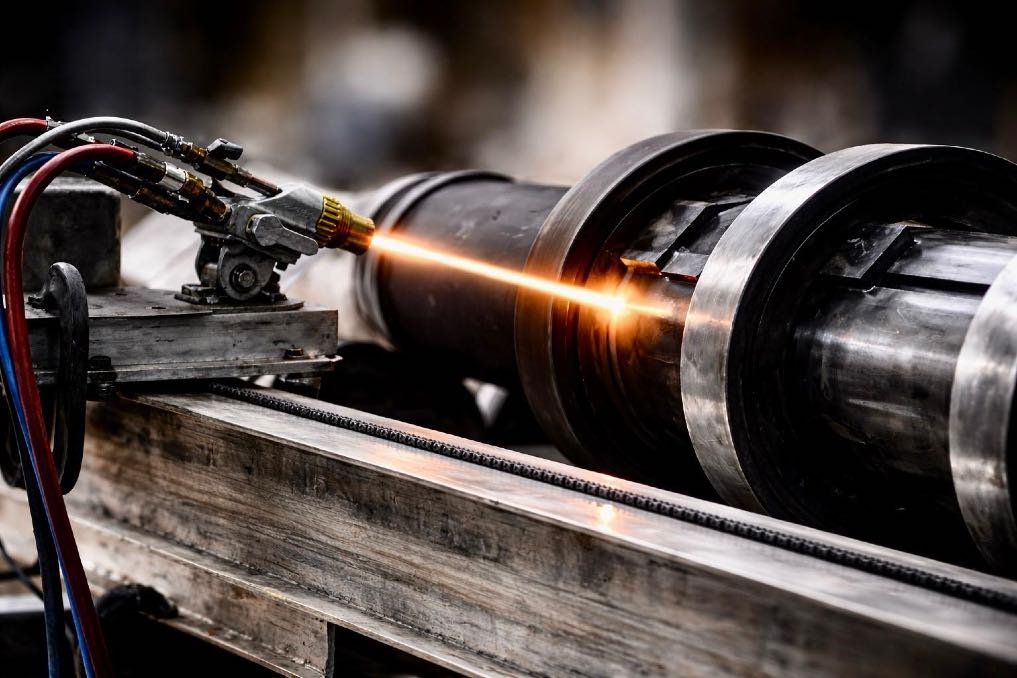
The AEGIS approach: patent-pending precision magnetic heating
AEGIS deposits energy directly into the steel substrate via a controlled magnetic field. Only the skin reaches cure temperature — the substrate core stays cool. The advantages compound from there.
Energy intensity drops because you're heating a thin surface layer instead of an oven full of air and steel. Cure cycles run faster because skin temperature is reached in minutes, not hours. Heat-sensitive features and seals are preserved because bulk substrate temperature never approaches the cure point. Temperature control is precise because closed-loop sensors track skin temperature in real time. And critically, the entire system is mobilized — we bring it to the asset, in-situ, on the customer's floor, on the customer's schedule. No disassembly, no freight, no oven downtime.

Recent commercial examples
Steel mill structural framework
A steel mill brought us a structural framework that had been coated by a conventional applicator and put back into service six months earlier. The mill atmosphere combines acidic fume, thermal cycling, and abrasive dust — the standard recipe that destroys most industrial coatings inside a year. By the six-month mark, the conventional system was effectively gone: the coating had blistered, lifted, and exposed bare substrate that was already corroding.
We applied Spectrum Advanced corrosion coating to test panels and put them in the same line, same exposure, same six-month duration. During the test, an unrelated equipment incident exposed the panels to direct fire — a stress event the original spec never anticipated. The coating held. At six months the Spectrum panels showed full integrity, intact film, no blistering, no substrate exposure, and the customer cleared us to convert the rest of the framework.


Aluminum caustic circulation pump internals
A second example, different chemistry. Aluminum caustic circulation pumps move hot sodium hydroxide through process loops, and the internal coating sees direct contact with one of the most aggressive industrial chemistries in use. The traditional corrosion coating on this pump lasted three months before the internal surfaces showed mineral deposit buildup, coating breakdown, and metal exposure where the caustic had cut through.
We coated the next pump rebuild with Spectrum Advanced and put it back into the same loop. At three months — the failure point of the traditional system — the Spectrum coating showed full coverage, no caustic attack on the substrate, and no measurable thickness loss. The customer pulled the pump for inspection only because it was scheduled, not because it was failing.


Extreme wear and thermal degradation
For assets that face extreme wear, abrasion, or thermal degradation on top of corrosion, AEGIS layers an HVOF tungsten carbide thermal spray under the corrosion coating. The carbide layer provides the hardness and abrasion resistance — typical hardness in the Rc 65+ range — and the corrosion coating impregnates and cures over the top, sealing the porosity inherent to thermal spray and adding chemical resistance that carbide alone cannot deliver.
This combined system is what we apply to screw conveyors, mining wear plates, slurry pump components, and any other part that fails simultaneously to wear and chemistry. Single-mechanism coatings can extend service life on one axis. Layered systems are what hold up when the part is being attacked on three at once.

Next step
Send the part identification, substrate material, service environment, and current coating spec. Engineering responds with a coating system recommendation and quote within 24 to 48 hours.
AEGIS Advanced — A Spectrum Advanced company · 505 Blue Ball Road #30, Elkton MD 21921 · 410 392 0220 · [email protected]